

The actual time required can be cut by up to 45% compared to tools without efficient cooling. For particularly high demands on tool surfaces, even high-gloss polishing is possible. Due to the very low porosity in the applied material, it can be offered, for example, for components made of 1.2344 hot-working steel.
Faster and more cost-efficient manufacturing
MPA technology is a well-established process for the cost-effective production of metal powder components in all sizes.
Below you will find some interesting applications and how to achieve them with the MPA process.
Soon perhaps also your application?
Additive build-up on semi-finished parts
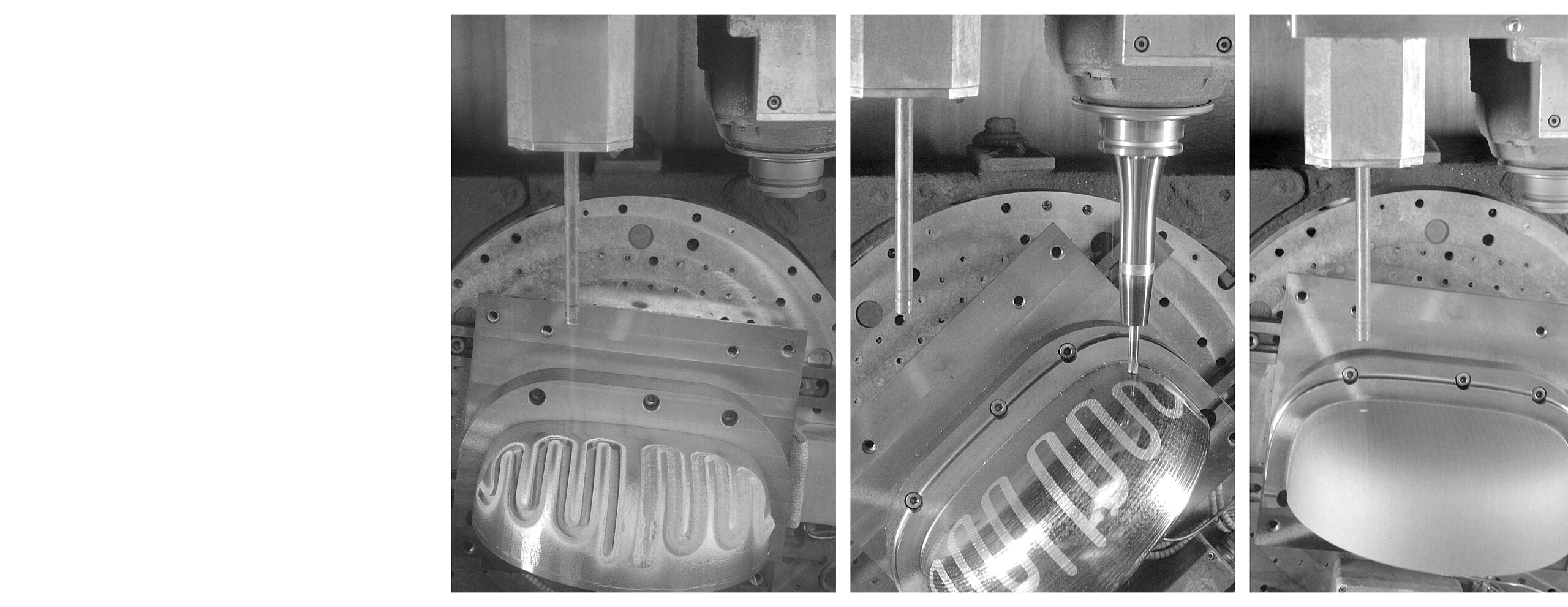
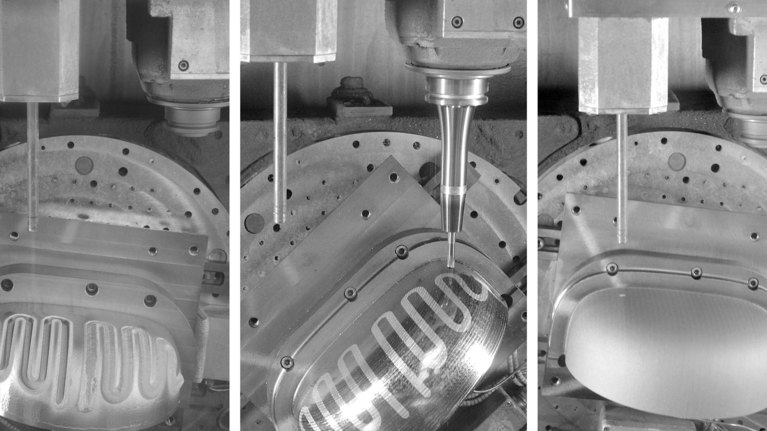
Each of these three mould inserts features a cooling duct that follows the surface. Blanks, into which the corresponding ducts were milled, were utilised during production. Compared to the fully additive manufacture of the mould insert, the use of the semi-finished part is significantly more cost efficient. The proportion of additive manufacturing is limited to the filling of the ducts with water-soluble filling material and the subsequent application of the respective steel top layer (highlighted blue in the image). The 5-axis simultaneous machining capabilities of the machine were utilised for application of the top layers to ensure an even application on the curved component surface. For the two components on the right in the image, the layer was built up radially while the component was rotating.
Integrated copper cores for heat conduction
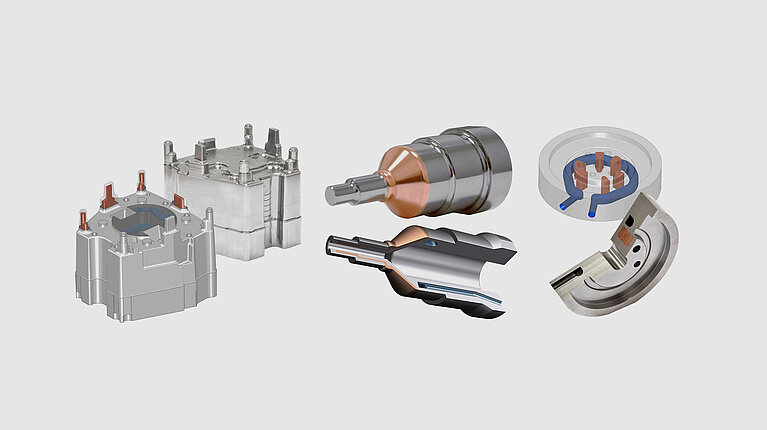
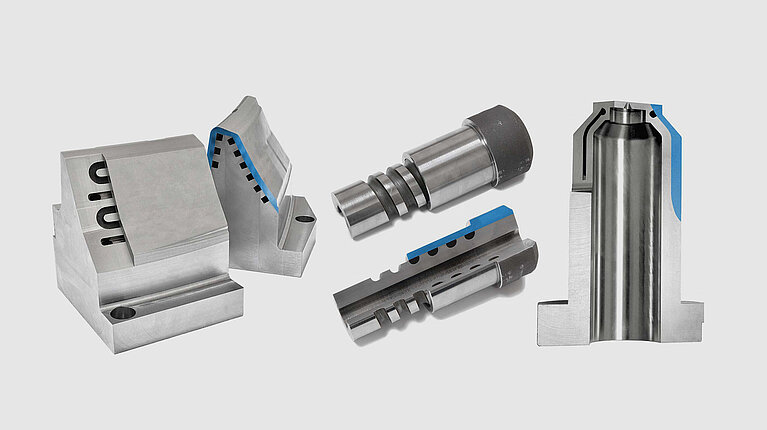
The MPA process allows for the combination of multiple materials in one component. Of particular interest here are copper elements that are integrated into steel components as heat conductors. In the components shown here, copper is inserted at points where cooling via a duct poses geometric challenges. In most cases, heat is then transported via the copper elements to a slightly more distant cooling duct. In the MPA machining centre, pure copper is applied to pre-milled copper geometries in an additional step, following the filling of respective cooling ducts with water-soluble material, to produce such components. A direct thermal contact is created between the copper and the steel substrate.
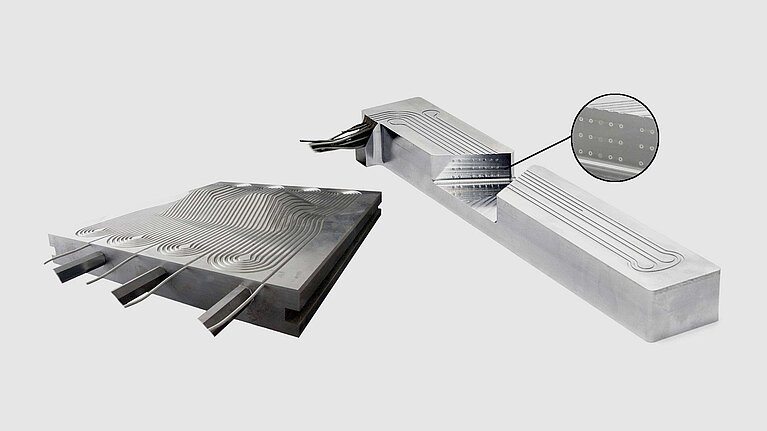
Integrated heating elements
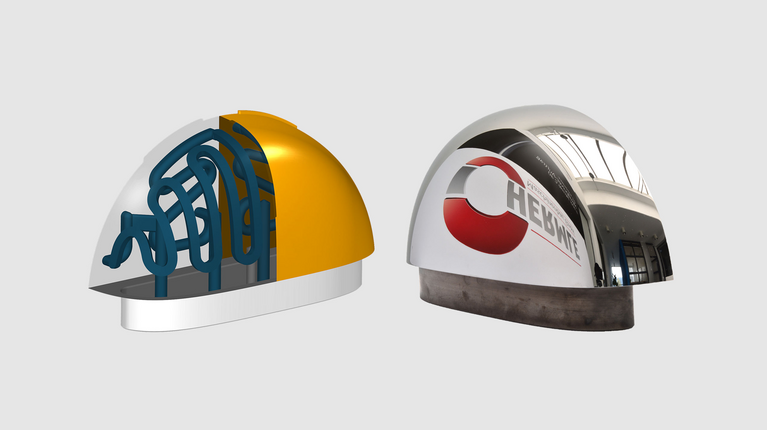
Components with integrated heating elements are an application example that contrasts with close-to-contour cooling. During production, ducts are milled into a blank, into which insulated heating conductors are subsequently pressed. They are then injection moulded from above by applying steel powder. The direct connection to the applied material provides excellent heat conduction far beyond that of the press contact. If thermo sensors are also injection moulded, the heating capacity can even be controlled locally.
HERMLE Maschinenbau GmbH

HERMLE Maschinenbau GmbH based at the installation location in Ottobrunn, near Munich, is an affiliate of Maschinenfabrik Berthold HERMLE AG.
Over the years, the company has evolved into a customer-centric service provider, focussing on the advancement of the HERMLE MPA process with new materials/material combinations. We also provide extensive manufacturing capacities to produce components of varying sizes using the patented MPA process for our customers.

