

In future: even more complex
C 52 | PW 3000 | C 42 | Precision machining for the aerospace and semiconductor industries
Anyone who dares to combine additive manufacturing with precise machining clearly loves complexity. toolcraft uses both technologies and has been able to astonish its customers with hitherto unknown quality levels. Hermle's thought-through machine design plays an important role here.
"Today might be good for the Brombachsee again," says Jonas Billmeyer with a nod to one of his hobbies: windsurfing. It is Friday afternoon, the sun is shining and the weekend is just round the corner. But that doesn't mean that toolcraft's metal cutting division head is getting fidgety. Instead of letting his thoughts dwell on the nearby surfing spot on the Franconian lakes, he shows what it is about toolcraft that motivates him. It is the challenge to make complex tasks appear uncomplicated. This is underpinned by a working atmosphere that encourages self-managed working and creative breaks – with table football and a swimming pond. For Bernd Krebs, the company's founder, this familiar atmosphere is an important factor. Within the space of 30 years and together with the other two company directors Karlheinz Nüßlein and Christoph Hauck he has developed toolcraft AG into an enterprise with nearly 400 colleagues – Krebs' preferred term – that lives for future-oriented technologies.
The family-owned, medium-sized company is headquartered in Georgensgmünd that lies in mid-Franconia within the district of Roth. The Brombachsee is around 10 kilometres away. With its façade of exposed concrete walls, the anthracite trimmings and high ceilings, the building itself gives an impression of modern working conditions. The production area is made up of several halls behind the headquarters building. Together, the usable space amounts to nearly 14,300 square metres. "toolcraft is growing organically, and there is room for further development," Jonas Billmeyer points out while showing us around his domain: Halls populated with 5-axis milling centres and mill-turn machines, turning and surface grinding machines as well as saws. Of these machining centres, as many as 29 come from Gosheim, manufactured by Maschinenfabrik Berthold Hermle AG.
-

To achieve more autonomous running, toolcraft combines some of the Hermle high-performance machining centres with pallet changers. -
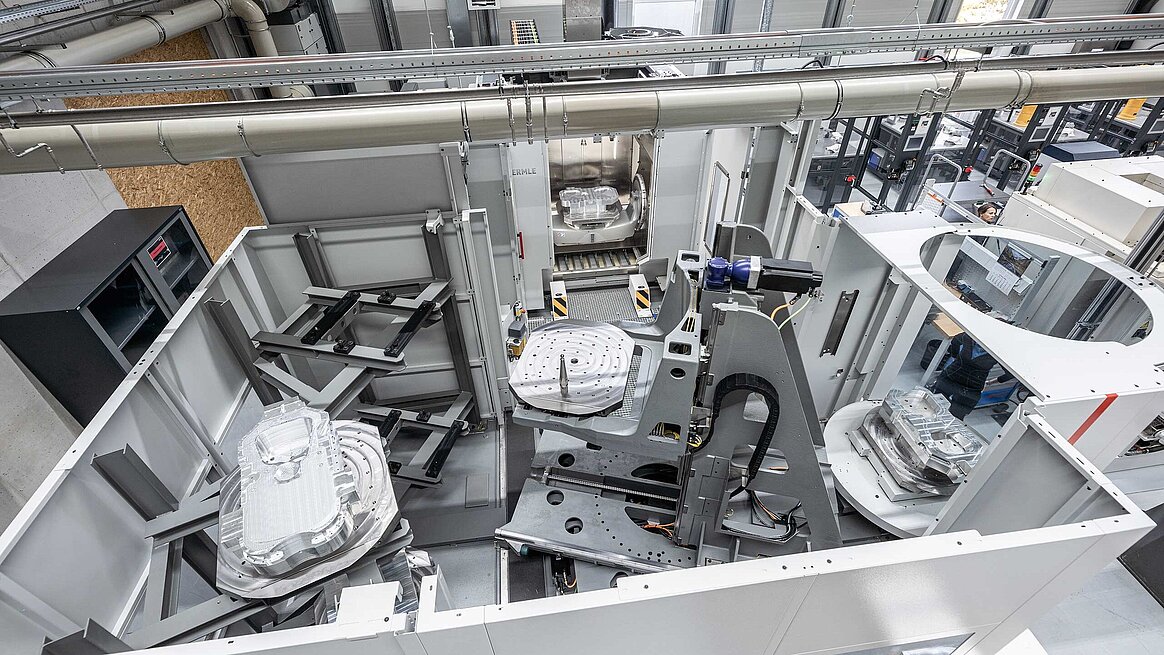
The PW 3000 has two levels for eight pallets. -

When the swivel doors are closed, the pallet changer can be deployed. -

Getting used to the new C 52 U is easy – the operating concept is the same as with the smaller Hermle machining centres. -

Ready for the next machining step: a workpiece for the semiconductor industry in the C 52 U. -

Turning a pile of powder into an engine
Walking through the production area follows the trail of many a workpiece. At first one encounters 13 metal laser melting machines. The room is maintained in a state of excess pressure, and exhaust lines extract the dust vapours away from the machines. Spraying sparks, fibre lasers conjure complex structures out of the metal powder for use in aerospace technology, special machine construction, motor sports and semiconductor manufacturing. toolcraft successfully invested in additive manufacturing at an early stage. Jonas Billmeyer names two decisive advantages: the integration of functions and processing of high-strength materials. He takes a component out of a wooden box. The label reveals that it is part of an aerospace-related order. The surface is still matte and rough. "Of course it would be possible to mill something like that from a single block. But the amount of material used and especially the tool wear would be extremely high," he explains. He carefully puts the component back. It is waiting to be given the final treatment in the milling tool. It is not possible to print bore holes, threads and engineering fits.
One door further on, the air is characteristically redolent of cooling lubricant. This is where the metal cutting starts. Jonas Billmeyer says that 20% to 25% of the machining capacity is already devoted to post-processing additively manufactured parts – and that proportion is on the increase. This is because almost all the printed workpieces require further attention. In addition, he and his colleagues turn, mill and grind items for the semiconductor and aerospace industries. The remaining capacities are used in connection with other sectors such as motor racing. He forges along from hall to hall. The scene is similar in each case: Machining centres with and without automation, racks with a variety of workpieces, of which some are shaped such as to be unmillable. Everything is tidy – a place for everything and everything in its place.
"Hermle is one of the best milling machines that money can buy," says Bernd Krebs early on. The machine plant confirms this view. Other manufacturers are represented wherever the Hermle concept no longer fits the bill and component sizes are too large.
Billmeyer opens more doors. Work areas with large and small items of machinery, as well as the table football when it's time for a break. Then it is a short walk across the inner courtyard to the machine that represents new territory for toolcraft. "Generally, we use plant from another manufacturer for machining components longer than a metre. This time, though, we also checked what Hermle has to offer," explains the Division Head. The technical advantages clinched things. "The machining table is fully traversable. The tool can reach every location in a single operation without the need to rotate the table. This is how we achieve the specified high degree of surface smoothness."
Large-scale precision
The C 52 U with the PW 3000 pallet changer stands right at the back. Two racks are visible through the swivel door of the setting up module. They provide space for 6 pallets on two levels. The changer with the pallet moves unerringly from the rack to the machine workspace via traversing, rotation and lifting axes. Thanks to Hermle's automated solution, machining mechanic Jasmin Zippel can do the setting up in parallel with the main operation. That's the theory, anyway. At the moment, she is still running in the machine, which has been in Georgensgmünd for less than two months. Even though she has never operated a C 52 U before, the machining mechanic feels quite at home with it. She is already familiar with the operating concept because it is the same as that of the smaller Hermle machines installed at toolcraft. What is new to her, though, is the HACS software for the pallet changer. The 'Hermle Automation Control System' is one of the five digital components developed by Hermle to promote smarter production. The software calculates running times and tool usage, provides an overview of work plans and sequence plans, pallets and tasks that Jasmin Zippel has to execute. She organizes the pallets using drag and drop, incidentally confirming Hermle's claim that the HACS software is completely intuitive.
Even though the automation has not yet been fully integrated, the C 52 U is already milling its first parts for the semiconductor industry: First come the lower, middle and upper components, then the assembly as a whole. It makes grooves for cooling ducts, places bore holes and smooths the surface. This takes roughly one week. "If errors are made here, that becomes extremely expensive," emphasizes Billmeyer, which explains his appreciation of the reliability of the machines and his colleagues.

The mill-turn concept saves time
The world of the C 42 U MT is significantly smaller. The mill-turn machine is installed several halls further forward, closer to the additive manufacturing. 70% of the workpieces machined here end up in aircraft engines. Here, too, the machine concept enables toolcraft to improve its own operation. "We manufactured this component previously, but we had to split up the workflow and we were not at all satisfied," relates Billmeyer. Far too much reworking, too far removed from perfection. "With the C 42 U MT, we can forget about the question as to when we should set up the component on which machine. We just mill and turn however it makes sense to do so." Thanks to the touch probe, load monitoring and integrated laser, he can let the mill-turn machine from Hermle's High-Performance line run for 16 hours at a stretch without any worries. The result: Significant time savings and better quality. Billmeyer recalls: "Even the customer was surprised at the levels of precision and dimensional tolerance we were able to achieve."
The division head expects toolcraft to keep looking for challenges in terms of basic precision and with regard to machining capability. And that is what motivates him. Asked what the future has in store for his area of responsibility, he replies: "We want to achieve new levels of precision and complexity as well as taking on parts that are more and more difficult to machine. And our partner Hermle is a permanent fixture in this strategy."

