


Manufacturing more flexibly with clamping components
Milling and automation from a single source – this was the impetus of the Condor Group for choosing the solution from HERMLE. The RS 1 robot system supplies two C 32 U 5-axis machining centres with workpieces, turning night into day. To further maximise the effectiveness of the system, the contract manufacturer developed its own die system.
The team in the milling department works in one-shift operation. Despite this, the Condor Group with its 70 employees machines workpieces for its own products and external customers around the clock. "We rely on automation with our HERMLE system", explains Dominik Schulte. Together with his sister Ira Fecke-Schulte, he is the Managing Director of the Condor Group with headquarters in Salzkotten, close to Paderborn in North Rhine-Westphalia. The Group includes Condor Custom Solutions and Condor MedTec. Custom Solutions manufactures various parts for medical technology, toolmaking and special machine construction, electrical engineering and motor sports. In addition to milling, the catalogue of services also includes wire eroding, additive manufacturing and surface technology.
Condor MedTec develops solutions for medical technology and specialises in two categories: GoldLine is a retractor system used to keep wounds open during an operation. Without this wound retractor, one or two OP assistants would be needed to hold the skin and organs with retractors. "Hospitals need personnel for this and they are often lacking in the daily routine of a clinic", explains Operations Manager Sebastian Ilsen. The second area of specialisation is patient positioning, for example with a RotexTable. This electrically powered aid positions the patient's leg and holds it in place for hip operations.
To enable automated production, Condor has been using two C 32 U 5-axis machining centres since 2022 that are connected via the RS 1 robot system. Thanks to the storage concept with two racks, which offer space for a total of 16 pallets, and fully automatic gripper changes, the HERMLE system works autonomously over long periods of time. "Not only did we double our production capacity with the two identical machines, we can also separate the material", explains Sebastian Ilsen. One C 32 U machines exclusively aluminium, the other only stainless steel. "That has several advantages", he points out. "First, in this way we can ensure that our tools always cut only one metal. In addition, this gives us chips in batches of identical materials, which are easier to recondition."
No night shifts for employees
The company chose HERMLE because of the consistent automation solution. "Due to the skilled labour shortage resulting from demographic change, it is harder for us to find employees for two or even three shifts. But we have a lot to do", emphasises Dominik Schulte. "Part of our workforce applied for a position with us because they didn't want to work any more night shifts. With the robot system we now manufacture 24/7, without stressing our personnel. We also present ourselves as an attractive employer." It was important for the company to use a machining and automation solution from a single source. "If the robot and milling centre come from different manufacturers, there can be interface problems and discrepancies in areas of responsibility", reasons Sebastian Ilsen. "We want to avoid that at all costs and therefore capitalise on a complete solution. Our employees supported us in the search. They discovered the HERMLE solution on the Internet."
After the presentation by the sales representatives, it quickly became clear for Condor that they would be manufacturing with an automated HERMLE system in the future. "We then presented the new solution to the complete milling team. In this way we were able to get the workforce on board and let them know that the robot would not cost any jobs", emphasises the Managing Director. "We employ exclusively skilled workers. They are top-notch people and we don't want to lose or replace anyone." Four employees took on the new task and were chosen for the HERMLE project team. Two programmers and two machine operators attended all the application trainings and learnt the ropes of the system. The Heidenhain TNC 640 control unit was familiar terrain, as they were already acquainted with its operation from other CNC machining equipment. The SOFLEX manufacturing control system, which controls automation thus the robot, was new for them.
-
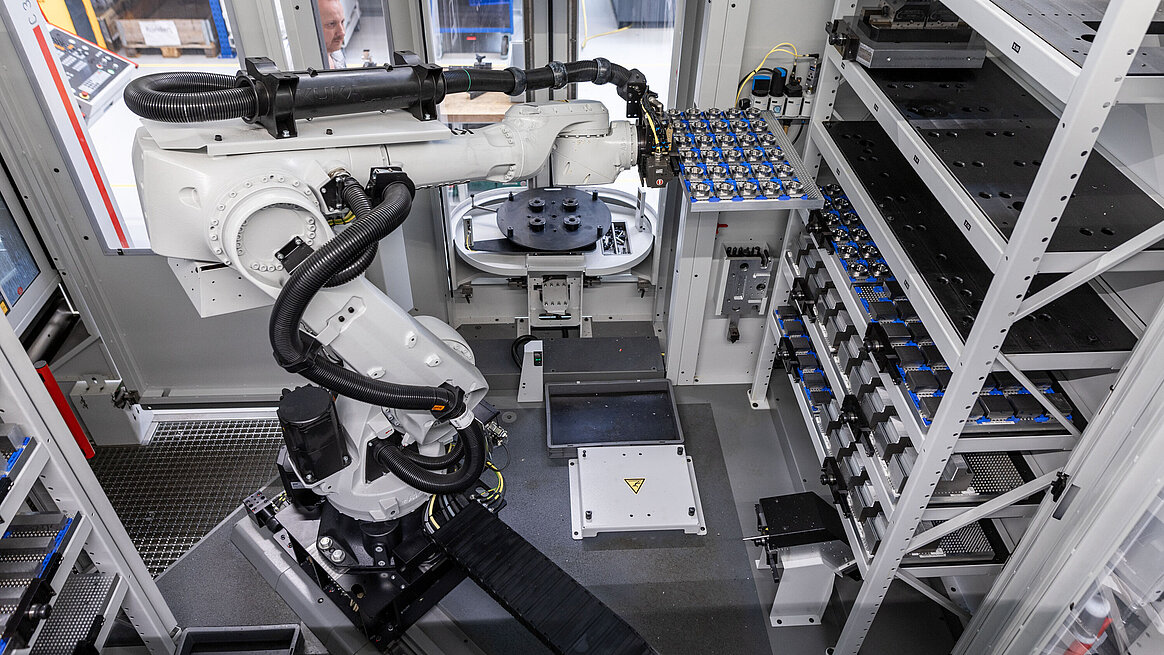
The RS 1 robot system has two racks with space for eight pallets each. -

Milling tool operator Oleg Peters prepares the pallets for automatic machining over night in one-shift operation. -
![The RotexTable with RotexShoe holds the patient's leg in place while the retractor system holds the wound open during a hip operation.[Translate to English:] Der RotexTable mit RotexShoe fixiert das Bein des Patienten, während das Retraktorsystem die Wunde bei einer Hüft-OP offenhält.](/fileadmin/_processed_/e/7/csm_Bild16a_S9A5219_435addad7a.jpg)
The RotexTable with RotexShoe (on left) holds the patient's leg in place while the retractor system holds the wound open during a hip operation. -

Dominik Schulte: "With automation we can reduce the workload of our employees while still being able to manufacture 24/7." -
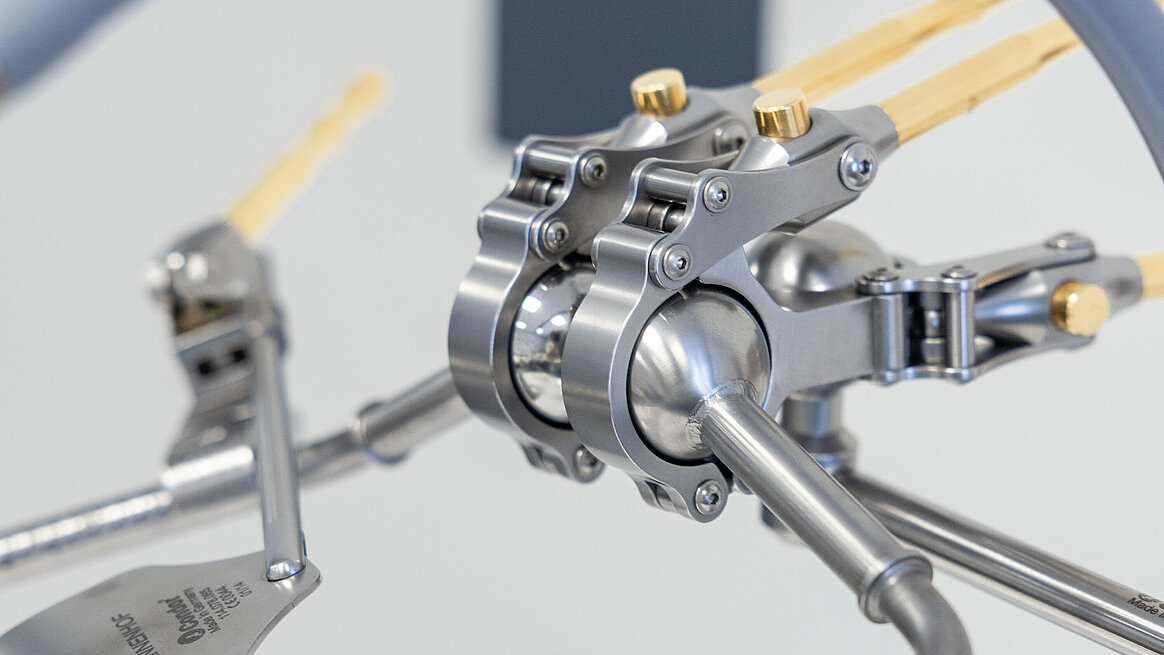
The Condor GoldLine retractor system ensures precise, individual, safe and reliable adjustment of the operation site.
Doubts dispelled
However, there were some initial reservations in the milling team. "Some employees were sceptical whether the robot would be able to cope with individual parts as well", recalls Sebastian Ilsen. Condor placed the system in operation little by little. At first only the C 32 U, then the RS 1 robot system. The second, identical C 32 U followed just a few months later. Both machining centres have an additional magazine ZM 216, which adds 216 more tools to the 36 in the machine. Condor uses three to four replacement tools for machining stainless steel. "We use a CAM system to control the machine and we are able to simulate new milling processes with it", explains Sebastian Ilsen. "The doubts were unfounded – we now produce batches of 1 as well over night, unsupervised and absolutely reliably."
"Nevertheless, it took several months until we were able to machine with the system in a one hundred percent reliable process and our employees were completely up to speed", remembers the Operations Manager. But after a short time, the project team was already considering ways to optimise processes. Once basic trust in the system and robot was achieved, everything was set to improve. The catalyst for this was the great diversity of products Condor was able to machine on the HERMLE machine.

Home-grown ideas for longer runtimes
To fix blanks in place for the robot, operators use either dies with mould cavities or universal dies, for which plates can be pushed against each other. Neither solution was optimal for us", explains Sebastian Ilsen. "We manufacture many different products, often in batch sizes of 1, so mould cavities are not expedient for us. For universal dies, only a certain number of components with the same shape fit on a plate, even if the blanks are very small. That means we devote a lot of space on the pallet." The milling team fiddled about for a solution that allowed the necessary flexibility and designed the Condor universal die.
It consists of a perforated plate with a grid dimension of ten millimetres to which various 3D pressure parts can be attached. These modules have two cylinders on the bottom that lock into the borehole They make it possible to position blanks in many different sizes simultaneously. "Since we also have 3D printing in-house, we hit on the idea of using plastic parts", reveals Sebastian Ilsen. "In this way we can flexibly cover all possible formats." In addition, significantly more blanks can be arranged on each pallet. "About twelve components 50 × 60 × 50 millimetres in size fit on a regular universal die. With our connection system it is 30", says the Operations Manager, visibly pleased. That affects above all the machining times: Instead of holding blanks for four hours per pallet, with the Condor universal die it is ten hours. The company has developed its system to market maturity and now sells it to other users.
Currently Condor continues production on the HERMLE system every night and on weekends, now using only its own dies. "It's brilliant", beams Sebastian Ilsen. "Especially the fact that the milling machine automatically machines our large mix of workpieces and runs from Friday noon through the weekend to Monday." Condor MedTec needs about 40 percent of its blanks for its own products. The remaining 60 percent goes to customers – mostly in small batch sizes in the single digit range. "It is a great benefit of the HERMLE system that we are able to machine many different blanks automatically." And Dominik Schulte adds: "This is our first robot, but certainly not our last. In the future we will be relying on automation exclusively."

