


Ready for 24 inches
C 42 | Robot system RS 3 L | RONAL Group
The RONAL GROUP invested in six Hermle 3-axis machining centres which mill complex casting moulds for light alloy wheels around the clock. The quality of the surfaces is so excellent that the employees have to do less manual reworking. The RS 3L robot system, which also reliably operates the machines at night and on weekends, also ensures shorter throughput times and increased productivity.
It takes up to 20 hours of manual reworking before the negative of a wheel rim is ready for low-pressure casting. "Some of these are millimetre-small surfaces and geometries which have to be milled really cleanly and later finished by hand," says Stefan Borner, Tooling Production Manager at RON AG, tool manufacturer of the RONAL GROUP. Borner walks past a workstation where an employee is perfecting a brightly illuminated mould using a fine tool. The wheel rim is later cast in this so-called low-pressure casting mould and would reflect any imprecision in the process.
The RONAL GROUP develops and manufactures light alloy wheels for passenger cars and commercial vehicles. The company carries out all production steps itself – from design and toolmaking to casting, gloss milling, lasering and pad printing. To this end, the group has 14 production sites on three continents, two toolmaking sites in Europe, a logistics centre and an innovation centre in Germany. What began in 1969 with the RONAL R1 light alloy rims in 15 wheel sizes is now a must-have for renowned car manufacturers, racing drivers and aftermarket customers. In 2020, the RONAL GROUP generated a turnover of around one billion euros and employs 7,500 people worldwide. Around 200 of them are based at the main site in Härkingen, Switzerland. RON AG has 20 employees working in production. One of them is Stefan Borner who continues walking through the production hall which will not be completed until 2020.
His target is a new system from Maschinenfabrik Berthold Hermle AG which will help to reduce manual reworking and increase productivity in toolmaking. It will replace several machining centres which, with 60,000 spindle hours, were "totally end of life and that was also noticeable in the quality", as Borner adds. The demands on the new machine were diverse and high: Borner expects perfect surfaces, reduced non-productive times and the adaptation of the old programs. The personnel effort should be as low as possible despite increased productivity – and therefore it was clear that automation was also a must. The RONAL GROUP considered several machine manufacturers - and tested them: "We designed a milled part, wrote the programs for it and provided the tools. Every machine manufacturer in question was given this part so that the comparison was as equal as possible. After evaluating the results, Hermle was already pretty far ahead," says Borner.
-

The new system is much less operator-intensive than before – thanks to SOFLEX which manages everything. -

Work is busiest for the operators on Monday mornings – this is when support is needed for clamping or unclamping and edge breaking. -

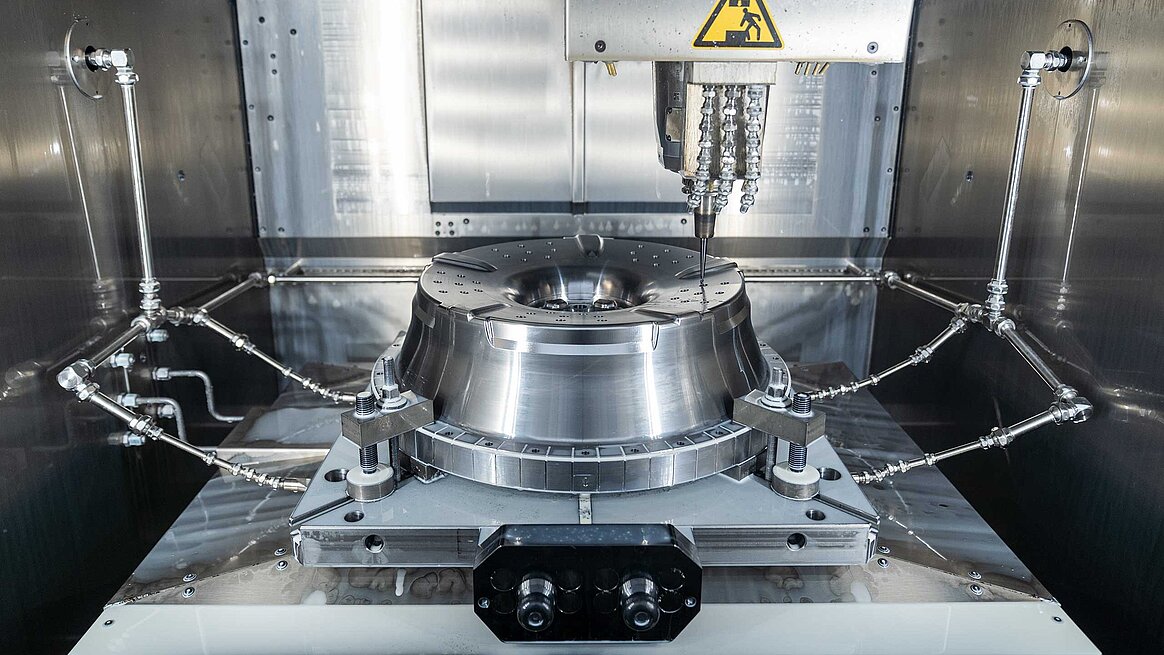
The milled surface is extremely important for the RONAL GROUP – the better it is, the less reworking is required. -

The robot reaches each of the six C 42 V machining centres via a linear axis.
Test more than passed
What he particularly liked about the test milling in Gosheim was the expertise and initiative of the Hermle technicians. When requested, he left the original 3D data with the programmers. They rewrote the programs and achieved an "almost perfect" result without Borner having to explain the processes in detail. "And that was ultimately the decisive factor in choosing this system," adds Borner. Another reason was the automation from the same company. "If the manufacturer relies on third-party solutions, the other manufacturer will always be blamed if any problems occur. A quick clarification is not to be expected," reports the qualified technician from his own experience.
In the meantime, Borner has arrived at the new plant: six C 42 V, connected to an RS 3L robot system. At one end is the storage rack, which has space for 15 workpieces. From here, the robot, which travels on a linear axis, supplies the six 3-axis milling centres. At the other end is the ergonomic setup station where a worker prepares the moulds which are 600 millimetres in diameter and weigh up to 240 kilograms. "The Hermle machines mean that we are also equipped for the future. Because wheel rims are becoming not only increasingly complex and filigree in geometry, but also larger. 24 inches now nothing stands in the way – from our point of view as toolmakers," says Borner.
Purchased and stored
The 3-axis machining centres of the High Performance Line and the robot were ordered in summer 2019. The new factory hall was still under construction and would have been ready in time for the delivery date of the plant in April 2020 – if Corona had not forced the construction site to come to a complete standstill. "First there were delays, then we had to close the construction site for six weeks because of the pandemic. Lastly, we were missing important electronic components and the light. In the end, we were forced to put the plant into storage for five months," recalls Borner. At the end of September 2020, the C 42 V were the first machines to take their place in the 5,000 square metre air-conditioned hall. The installation lasted until December; training, the introduction to the processes and the production launch began in January 2021. In order to familiarise themselves with the new system as quickly as possible, Borner had already provided staff for the installation. "The advantage, of course, was that the processes, tools, programs and parts remained the same. This allowed us to concentrate on the SOFLEX system which, like the machine itself, is very user-friendly," reports the graduate technician.
A total of three employees have been trained on the Hermle system. In the end, there will only be one person per shift operating it. This is made possible by the robot and the long service life of the forming tools made of hardened and tempered tool steel. These are machined for between four and – in the case of particularly complex forms – 140 hours. "With these high runtimes, it is extremely important for us to be able to reduce idle times and keep the machines running through the night and at weekends – including part changes. With the robot system, it works so well that we could theoretically take a week's holiday," confirms Borner half-seriously. When the employee is on site, he takes the completed parts from the rack storage, changes tools and clamps the subsequent parts. On Monday mornings, a colleague from the finishing department assists him with unclamping and edge breaking so that the casting moulds can be further machined as quickly as possible. Nevertheless, the new system is significantly less operator-intensive than the previous system. "We previously had two times three machines with a separate shuttle system which we installed twelve years ago. Now we have a control system which manages everything and simplifies and speeds up many things," says Borner.
Quicker than expected
Some of the enthusiasm also goes to Hermle's service – even if no user enjoys using it. "We had a fairly serious crash and had to replace a spindle and it was done insanely quickly," says Borner. Ten hours after the first call, the spindle had already arrived from Gosheim and was installed the next day by a Hermle technician. "We have never seen this level of performance from any other manufacturer."
The expectations for the machines and automation solution were high: less idle and remachining times, perfect surfaces and compatibility with the programs which were up to ten years old. "The Hermle system is proving itself well. We were able to reduce the manual activities in the downstream production steps thanks to the increase in quality compared to the previous system," concludes Borner.

