


5-Achsen-Kompetenz für alle Werkzeug-/Formenbauteile
C 60 U | LANGER Formenbau - Modellbau
Vom Modellbau über Prototypen-Werkzeuge zum Formenbau für die Serienfertigung von Spritzgießteilen – wie das Technologie-Unternehmen Langer Group mit den 5-Achsen-CNC-Hochleistungsbearbeitungszentren C 60 U von Hermle die Werkzeugfertigung rationalisierte.
Als der Modellbauer Anton Langer vor gut 40 Jahren sein Unternehmen gründete, stellte sich die Welt des Modell-, Formen- und Werkzeugbaus deutlich anders dar als heute. Schritt für Schritt entstanden früher aus Modellen und Formen Gussteile oder Spritzgießteile, was im Prinzip auch heute noch genauso abläuft. Allerdings hielten in den besagten 40 Jahren viele neue Technologien Einzug, die nicht nur paralleles und damit schnelleres Arbeiten erlauben, sondern manchen Arbeitsgang erübrig(t)en und den Kunden ein schnelleres Time-to-Market gestatten. Wer weiß dies besser als das heutige Unternehmen Langer GmbH & Co. KG, D-88636 Illmensee, das zusammen mit der LARO NC-Technik GmbH die Langer Group bildet. In der Gruppe sind rund 180 Mitarbeiter (160 Fachkräfte und 20 Auszubildende) beschäftigt, davon 150 bei der Langer GmbH & Co. KG und 30 bei der LARO NC-Technik GmbH. Das Produktions- und Leistungsportfolio von Langer erstreckt sich ab der Entwicklung und der Konstruktion sowie der Musterserien- und Serienfertigung über die Geschäftsfelder Modellbau/Cubing, Prüfmittel-/Lehrenbau, Prototypen-Formenbau, Serien-Formenbau, Composite/RTM bis hin zu Spritzgießteilen für die Segmente Automotive, Medizingeräte, Luft- und Raumfahrt. LARO fokussiert sich wiederum als Zerspanungstechnik-Dienstleister für Langer und für andere Kunden auf die Präzisionsbearbeitung von Großteilen. Als Technologie-Unternehmen verfügt Langer über eine umfangreiche und sehr leistungsfähige mechanische Fertigung, um die Modelle, Muster, Prototypen-Formen und Serien-Formen kunden- und zeitnah mit sehr hoher Flexibilität herstellen zu können.
-
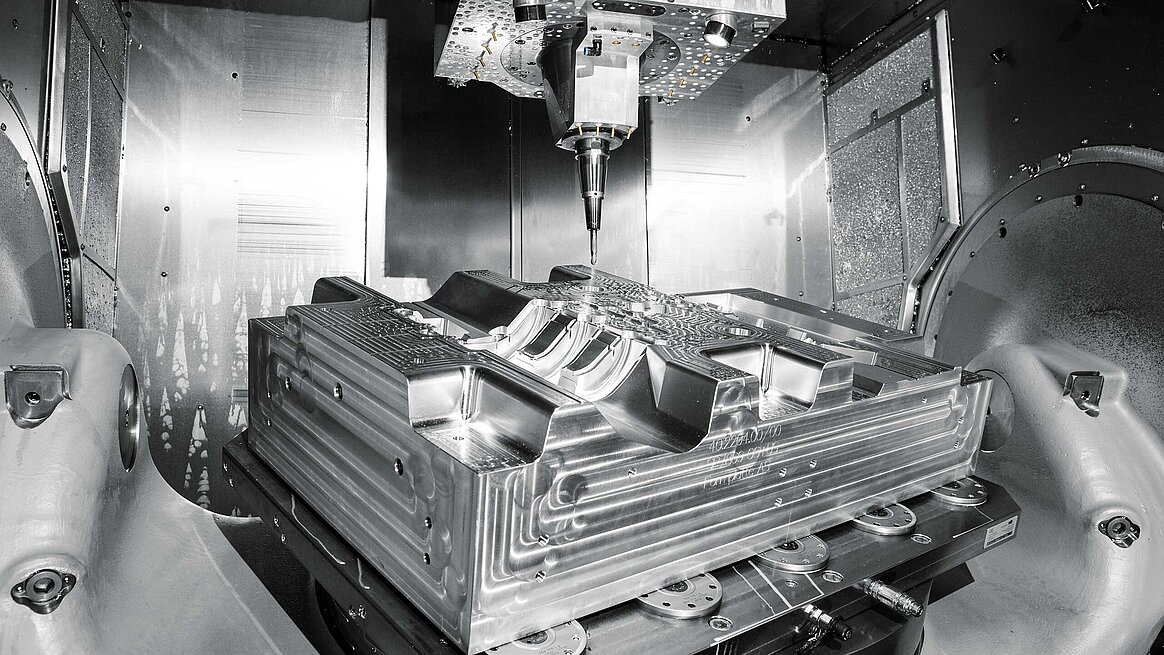
5-Achsen-Komplettbearbeitung großer und schwerer Formplatten von großformatigen Formen/Werkzeugen in einer Aufspannung; der große Arbeitsbereich und das Maschinenkonzept „3 Achsen im Werkzeug und 2 Achsen im Werkstück“ erlaubt eine optimale Anstellung der Werkzeuge -

Bild zeigt den per Kran sehr einfachen Beladevorgang eines BAZ`s C 60 U bei geöffneter Doppeltüre
5-Achsen-Fräskompetenz für alle Werkzeug-/Formenbauteile
Dazu sagte Jörg Lehmann, Gruppenleiter NC-Fertigung bei Langer: „Als eigenständige, autarke Abteilung fertigen wir mit 13 hoch qualifizierten Fachkräften auf topmodernen CNC-Bearbeitungszentren sämtliche Werkzeugteile für den Formenbau. Dazu gehören Formaufbauten, Formplatten, Formeinsätze, Schieber und Serien-Formbauteile aus allen Werkzeugstählen, die wir in Härten bis 60 HRC bearbeiten. Außerdem stellen wir hier sämtliche Werkzeugkomponenten für Prototypen-Formen aus Aluminium-Werkstoffen her. Eine echte Herausforderung sind für uns die immer größer und hinsichtlich konturnahen Kühlsystemen erheblich anspruchsvoller werdenden Spritzgießwerkzeuge. Dafür brauchen wir hochflexible und hochpräzise 5-Achsen-Anlagen mit entsprechenden Arbeitsbereichen. Wegen der zumeist hohen Komplexität der großen Formenbauteile ist ein CAM-System für die Maschinen-Programmierung absolut notwendig. Wir arbeiten in zwei Schichten an den Fräsmaschinen und planen die dritte Schicht mannlos.“ Mit den erwähnt ständig steigenden Ansprüchen sowie mit wachsenden Geschäftsumfängen konfrontiert, die u. a. auch eine Kapazitätsausweitung erforderten, entschied man sich bei Langer, nach eingehender Evaluations- und Testphase, ab dem Jahr 2009 zum Investment in CNC-Hochleistungs-Bearbeitungszentren der Maschinenfabrik Berthold Hermle AG, D-78559 Gosheim. Den Anfang machte ein CNC-Bearbeitungszentrum C 40 V (3-achsige Ausführung), um Vorarbeiten für die 5-Achsen-/5-Seiten-Komplett-/Simultanbearbeitung wirtschaftlicher vornehmen zu können. Nicht zuletzt sehr gute Erfahrungen mit der Maschine, der Bedienung und schließlich der technischen Unterstützung sowie dem Service, führten im Jahr 2010 zur Beschaffung eines 5-Achsen-CNC-Hochleistungs-Bearbeitungszentrums vom Typ C 60 U von Hermle. Und dem folgten im Jahr 2012 ein 5-Achsen-CNC-Hochleistungs-Bearbeitungszentrum C 42 U sowie in 2014 ein weiteres 5-Achsen-CNC-Hochleistungs-BAZ C 60 U.
(Fast) identische BAZ-Ausrüstungen auf höchstem Niveau
Um die Lern-, Programmier- sowie Bediener-Erfahrungen sozusagen „synergetisch“ und maximal nutzen zu können, weisen alle Hermle-Maschinen in der NC-Abteilung bei Langer im Grunde dieselben Ausrüstungsmerkmale und NC-Steuerungen (Heidenhain iTNC 530) auf. Jedoch erhielt das letztgenannte BAZ C 60 U ein Zusatzmagazin ZM 110, sodass in dieser Anlage jetzt 70 plus 110 = 180 Werkzeuge mit Aufnahme HSK A63 zur Verfügung stehen. Gerade die beiden großen 5-Achsen-CNC-Hochleistungsbearbeitungszentren C 60 U bilden heute wesentliche Bausteine der flexiblen und zeitsparenden Formenbauteile-Fertigung, weil sie zum Beispiel die zeitparallele Bearbeitung von spiegelbildlichen Bauteilen (Formplatten) für ein Komplettwerkzeug erlauben. Jörg Lehmann führte dazu aus: „Mit den beiden BAZ`s C 60 U von Hermle führen wir die Komplettbearbeitung anspruchsvoller Werkstücke vom Schruppen bis zum Schlichten jetzt in einer Aufspannung durch. Je nach Komplexität und Größe haben wir Laufzeiten bis 125 Stunden, was auch ein Grund dafür war, in ein weiteres BAZ vom Typ C 60 U zu investieren. Außerdem können wir auf diesen Maschinen Tiefloch-Bohrbearbeitungen bis 360mm durchführen, wodurch wir uns den Wechsel auf eine Tieflochbohrmaschine ersparen, und zwar inklusive Werkstück-Handling und neuem Einrichten sowie Programmieren.“ Mit den NC-Schwenkrundtischen Durchmesser 900 mm, Tischbelastungen bis 2.500 kg und großzügigen sowie komplett nutzbaren Arbeitsbereichen von X = 1.200 x Y = 1.300 x Z = 900 mm, und schließlich den für Schrupp- wie für Schlichtbearbeitungen ausgelegten Hauptspindeln mit max. 18.000 min-1, decken die Hermle-Bearbeitungszentren C 60 U den Löwenanteil der anstehenden Präzisions-Bearbeitungen ab. Zudem bilden die beiden BAZ`s quasi selbst eine Redundanz bzw. bieten entsprechend hohe Fertigungskapazitäten und Flexibilität, die Jörg Lehmann ausgehend vom zu bearbeitenden Werkstück-Spektrum und der Komplexität, mit rund 5.900 Stunden pro Maschine und Jahr beziffert.
Maschinen bauen können viele…, aber…
Heute nehmen die beiden 5-Achsen-CNC-Hochleistungs-Bearbeitungszentren C 60 U wie auch die beiden anderen 3- und 5-Achsen-BAZ`s C 40 V und C 42 U wie geplant eine Art Schlüsselstellung ein, weshalb Jörg Lehmann und Kollegen bei der Evaluation und bei der Beschaffung nicht nur auf die reinen Leistungsdaten achteten, sondern auch auf die Service-Qualität. Hier ist er voll des Lobes und hält damit auch nicht hinter dem Berg: „Neben der Tatsache, dass die Hermle-BAZ`s in punkto Maschinenkonzept, Leistung, Genauigkeit und Zuverlässigkeit eine Klasse für sich darstellen, setzt der Service noch eins obendrauf. Wenn wir Schwierigkeiten haben, hilft die Hot-Line sofort und wenn ich abends um 16.30 Uhr ein echtes Problem habe, ist am anderen Morgen der Monteur da und hat alle Ersatzteile dabei. Mit der Hermle-Welt kommen alle unsere qualifizierten Mitarbeiter bestens zurecht, weil sie immer mit dem gleichen Konzept und den gleichen Kinematiken arbeiten. Oder anders herum gesagt: wer C 42 U kann, kann auch C 60 U und umgekehrt, wodurch unsere Mitarbeiter jederzeit an einer anderen Maschine einspringen können.

