


5-Achsen-Komplettbearbeitung spart nicht nur Arbeitsgänge
C 42 U | HK Präzisionstechnik | Präzisionstechnik
Das Technologie-Unternehmen HK Präzisionstechnik GmbH setzt zur Teilefertigung für Werkstück-Spannsysteme sowie für den Werkzeug- und Formenbau konsequent und verstärkt auf 5-Achsen-Hochleistungs-Bearbeitungszentren von Hermle.
Fällt in Insider-Kreisen der Name Heckler & Koch, wird dieser bis heute mit Qualität aus dem schwäbischen Oberndorf/Schwarzwald assoziiert. In den 80er-Jahren gab es Diversifizierungs-Bestrebungen in verschiedene zivile Bereiche, wie zum Beispiel den Werkzeugmaschinenbau, Entwicklung und Herstellung von Diamantdraht-Sägemaschinen oder auch von Temperieranlagen und von Werkstück-Spannvorrichtungen. Selbstverständlich und unbestritten sind die Kompetenz und das Knowhow für die industrielle Fertigung von Präzisionstechnik-Teilen auf die langjährigen Erfahrungen in der Produktion von hochpräzisen Komponenten zurückzuführen. Jedoch kommen eben diese Kompetenz sowie das fertigungstechnische Knowhow seit 1993 ausschließlich dem Zivilmarkt zugute. Denn damals fassten sich Dipl.-Ing. Xaver Mayer und einige Kollegen aus der H&K-Abteilung Werkzeugbau ein großes Herz, und wagten mit der Gründung der HK Präzisionstechnik GmbH den Sprung in die Selbständigkeit. Heute stehen Xaver Mayer als Geschäftsführender Gesellschafter und die Gesellschafter Horst Scheidt, Leiter Konstruktion und Entwicklung sowie Jörg Grammel, einem mit 45 Beschäftigten starken Spezialisten-Team vor, das sich bevorzugt mit der Entwicklung und Herstellung von Diamantdraht-Sägemaschinen, Temperieranlagen und Werkstück-Spannsystemen befasst. Den Löwenanteil zum Umsatz steuert das Geschäft mit Werkstück-Spanntechnik und Vorrichtungsbau bei, wobei Xaver Mayer betont, dass sich die Aufteilung in drei Kompetenz- und Geschäftsbereiche über die vielen Jahre bestens bewährt hat und das Unternehmen HK Präzisionstechnik GmbH allen Konjunkturschwankungen trotzten konnte.
-

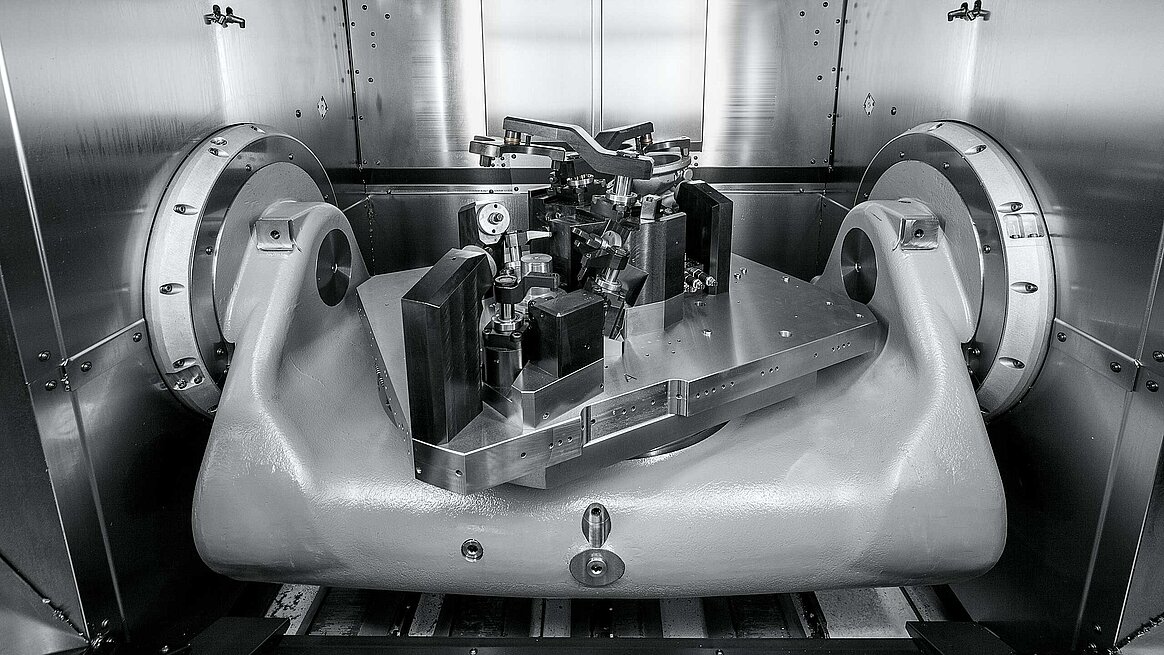
Großer Arbeitsraum eines BAZ-`s C 42 U mit NC-Schwenkrundtisch 800 x 630 mm und Tischbelastungen bis 850 kg; aufgespannt ist ein mehr als 700 kg schwerer Spannsysteme-Grundkörper, der in einer Aufspannung komplett bearbeitet wird -
Eine komplette hydraulische Spannvorrichtung für die Komplettbearbeitung von Motoren-Komponenten; passgenau auf ein Bearbeitungszentrum C 42 U von Hermle adaptiert und als Turnkey-Komplettprojekt von HLS betriebsbereit an einen Automotive-Zulieferer ausgeliefert -
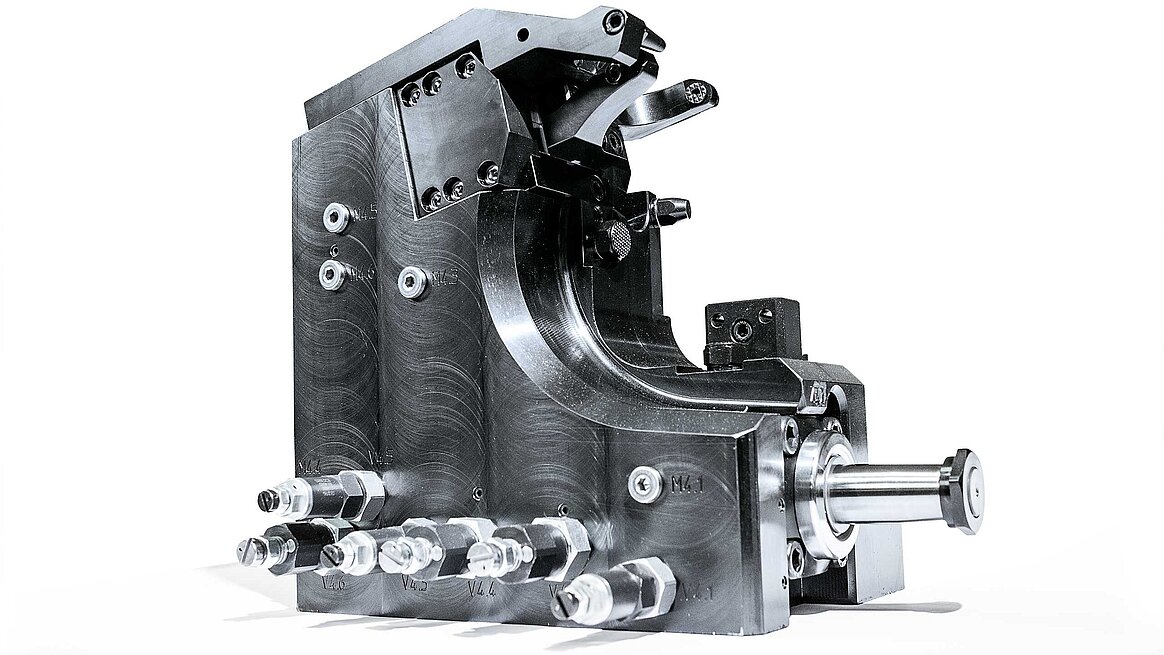
Eine Spannvorrichtung gefertigt von HK-Präzisionstechnik
Spezialität: High End-Spannlösungen für die Serien- und Massenfertigung
Bestens gerüstet durch die Übernahme sowohl von hoch qualifiziertem Fachpersonal als auch von Maschinen und Einrichtungen aus dem H&K-Werkzeugbau, konnte sich das Segment Werkstück-Spanntechnik und Vorrichtungsbau prächtig entwickeln und gilt heute in der Bearbeitung von Automotive-Komponenten als erste Adresse, wenn es um anspruchsvolle Werkstück-Spanntechnik und komplette Spanntechnik-Lösungen geht. Allein die Tatsache, dass von den 45 Mitarbeitenden 10 in der Konstruktion tätig sind, macht deutlich, dass sich bei der HK Präzisionstechnik gar nichts um einfache Standard-Spannmittel dreht, sondern der Fokus auf individuellen Spannlösungen liegt. Basis der Konzeption und der Realisierung sind Abbildung des Fertigungsprozesses und Verwendung von standardisierten Baukasten-Elementen. Jedoch gilt es immer einen gewissen Anteil an Bauteilen produkt- und prozessspezifisch zu entwickeln und zu fertigen. Mit zunehmenden Geschäftsumfängen und der Erteilung eines Großauftrags zur Entwicklung und Produktion einer Reihe von Werkstück-Spannsystemen stellte sich aber heraus, dass die vorhandenen Werkzeugmaschinen zur kubischen Bearbeitung einfach nicht mehr den gestiegenen Ansprüchen genügen und eine wirtschaftliche Teilefertigung beeinträchtigten. Folglich wurde der Beschluss gefasst, schnellstmöglich in die automatisierte 5-Achsen- Komplettbearbeitung einzusteigen und dazu wurde eine intensive Evaluation durchgeführt. Dabei kamen Xaver Mayer, Horst Scheidt und der Fertigungsleiter Wolfgang Cmelik auch mit Frank Keller, Projektvertrieb bei der HLS Hermle-Leibinger Systemtechnik GmbH in Kontakt. Frank Keller hatte mit HK Präzisionstechnik GmbH schon hoch anspruchsvolle Turnkey-Komplettsysteme zum Spannen bzw. Bearbeiten unterschiedlichster Präzisionsteile realisiert und kannte demnach die hohen Anforderungen aber auch das Leistungsvermögen der engagierten Fachkräfte sehr genau, was sich am Ende als großer Vorteil für beide Seiten erweisen sollte.
5-Achsen-Einstieg auf hohem, beherrschbaren Niveau: Hermle C 42 U
Nach einer gründlichen Bedarfsanalyse, und ausgehend vom aktuellen bzw. zu erwartenden Teilespektrum, kam seitens HLS die Empfehlung, mit einem 5-Achsen-CNC-Hochleistungs- Bearbeitungszentrum von Hermle vom Typ C 42 U in die 5-Achsen-Komplett-/Simultan-Bearbeitung einzusteigen. Horst Scheidt zum Einstieg in die 5-Achsen-Fertigung: „Wir hatten zwar durchaus leistungsfähige Präzisionsmaschinen zur Verfügung, mussten uns aber oft umständlich behelfen, was spezielle Bearbeitungen oder eben auch das Präzisions-Finish anbelangte. Es kam durch Fremdvergaben immer wieder zu Zeitverlusten, die Qualität war teilweise nicht zufriedenstellend, wir mussten Umspannen oder die Maschine wechseln und dergleichen Umstände mehr. Heute gehört das der Vergangenheit an, denn wir fertigen alle relevanten Teile in einer oder zwei Aufspannungen komplett und in höchster Qualität in einem Arbeitsdurchlauf.“ Mit einem Arbeitsbereich von X = 800, Y = 800 und Z = 550 mm und einer Tischbelastung von 850 kg (ausgehend vom installierten NC-Schwenkrundtisch 800 x 630 mm) eignet sich die BAZ-Größe C 42 U ideal für die bei HK Präzisionstechnik GmbH anfallenden anspruchsvollen Bearbeitungen. Sehr vorteilhaft ist hier auch das Konzept der drei Achsen im Werkzeug und zwei Achsen im Werkstück, in dem zur Komplettbearbeitung von z. B. großformatigen sowie mehr als 700 kg Gewicht aufweisenden Spannsystem-Grundkörpern kurze Finishfräser oder Tieflochbohrer oder lang auskragende Fräswerkzeuge optimal angestellt werden können. Der praxisgestählte Fertigungsleiter Wolfgang Cmelik führte dazu aus: „Bereits nach kurzer Lern- und Betriebszeit konnten wir die Fertigungszeiten für bestimmte Werkstücke deutlich reduzieren. Wir sparen uns den Wechsel auf Präzisions- Bohrwerke, weil die C 42 U selbst 700 kg schwere Teile so präzise und winkelgenau fertigt, dass die Werkstücke allerhöchsten Qualitätsanforderungen genügen. Umspannen ist nur noch in Ausnahmefällen erforderlich, ansonsten wird jetzt in einem Prozess komplett bearbeitet. Die Hermle C 42 U kann deutlich mehr, als im Prospekt steht und wir konnten dadurch viele Probleme, der früher eher interdisziplinär organisierten Teilefertigung, auf einen Schlag eliminieren.“

Von der interdisziplinären Fertigung zur Stand-alone-Komplettbearbeitung
Der schnelle und nachdrückliche Erfolg mit dem Einstieg in die 5-Achsen-Komplettfertigung machte die HK-Verantwortlichen „hungrig nach mehr“, zumal weitere Kapazitäten notwendig wurden. Konsequenterweise fiel bald nach der Beschaffung des ersten BAZ`s C 42 U die Entscheidung, in ein weiteres 5-Achsen-CNC-Hochleistungs-Bearbeitungszentrum vom Typ C 42 U von Hermle zu investieren. Die beiden Maschinen sind nahezu identisch ausgerüstet: NC-Schwenkrundtisch 800 x 630 mm, Werkzeugaufnahme HSK-A 63, Werkzeugmagazin mit 42 Plätzen, Hauptspindel mit max. Drehzahl 10.000 min-1, Steuerung Heidenhain iTNC 530 HSCI, IKZ-Hochdruckkühlmittelsystem, Messtaster, Werkzeugbruch-Überwachung. Damit ist es möglich, trotz unterschiedlichem Teilespektrum und verschiedenen Stückzahlen ab 1 und bis ca. 50 Stück, die vorhandenen Arbeitszeiten und damit Maschinen-Laufzeiten maximal zu nutzen, um in Mehrmaschinen-Bedienung die Teilefertigung erheblich produktiver gestalten zu können. Xaver Mayer meinte in seinem Resümee: „Das alles hat sich doch sehr gelohnt und ehrlicherweise müssen wir zugeben, wir hätten das schon früher machen sollen. Dass drei Tage nach dem Start in die 5-Achsen-Bearbeitung der Spänekübel gefüllt war, hat uns doch sehr positiv überrascht, denn das waren wir nicht gewohnt. Überzeugt sind wir zudem von der Einfachheit der Programmierung und Bedienung, und der schnelle sowie überaus kompetente Hermle-Service verdient ebenfalls großes Lob. Auf den Bearbeitungszentren von Hermle wird heute bei 12 Stunden Laufzeit pro Tag buchstäblich im direkten Dialog mit der Konstruktion gefertigt, was uns viel Zeit spart und Leerläufe vermeiden hilft. Wir haben es zumeist mit SE- (Simultaneous Engineering) Projekten zu tun, bei denen wir am Anfang nur Grund- oder Rahmenanforderungen kennen und die bis zum Schluss Änderungen unterworfen sind. Je schneller wir konstruktions- und fertigungstechnisch darauf reagieren können, umso geringer fallen der Korrektur- und Kostenaufwand sowie terminliche Verzögerungen aus. Mit den beiden Hermle-Bearbeitungszentren sind wie hier einen sehr großen Schritt nach vorne gekommen und konnten unsere Wettbewerbsfähigkeit deutlich steigern.“

