


Bereit für 24 Zoll.
C 42 | Robotersystem RS 3 L | RONAL Group
Die RONAL GROUP investierte in sechs 3-Achs-Bearbeitungszentren von Hermle, die rund um die Uhr komplexe Gussformen für Leichtmetallräder fräsen. Die Qualität der Oberflächen ist so exzellent, dass die Mitarbeiter manuell weniger nacharbeiten müssen. Für kürzere Durchlaufzeiten und eine gesteigerte Produktivität sorgt zudem das Robotersystem RS 3L, das die Maschinen auch nachts und am Wochenende zuverlässig bedient.
Bis zu 20 Stunden manuelle Nacharbeit braucht es, bis das Negativ einer Felge bereit für den Niederdruckguss ist. „Zum Teil sind das millimeterkleine Flächen und Geometrien, die wirklich sauber gefräst und später von Hand veredelt werden müssen“, sagt Stefan Borner, Manager Tooling Production bei der RON AG, Werkzeughersteller der RONAL GROUP. Borner läuft an einem Arbeitsplatz vorbei, an dem ein Mitarbeiter mit feinem Werkzeug eine hell angestrahlte Form perfektioniert. In diese sogenannte Niederdruckgusskokille wird später die Felge gegossen, die dabei jede Ungenauigkeit mit abbilden würde.
Die RONAL GROUP entwickelt und fertigt Leichtmetallräder für Pkw und Nutzfahrzeuge. Dabei führt das Unternehmen alle Produktionsschritte – von der Konstruktion und dem Werkzeugbau über das Gießen bis hin zum Glanzfräsen, Lasern und Pad Printing – selber durch. Dafür besitzt die Gruppe 14 Produktionsstandorte auf drei Kontinenten, zwei Standorte für den Werkzeugbau in Europa, ein Logistik- sowie ein Innovationszentrum in Deutschland. Was 1969 mit den RONAL R1-Leichtmetallfelgen in 15 Radgrößen begann, ist heute ein Must-have für namenhafte Autobauer, Rennfahrer und Aftermarket-Kunden. Die RONAL GROUP erwirtschaftete 2020 einen Umsatz von rund einer Milliarde Euro und beschäftigt weltweit 7.500 Mitarbeitende. Rund 200 von ihnen sitzen am Hauptstandort in Härkingen in der Schweiz. Bei der RON AG arbeiten 20 Mitarbeiter in der Produktion. Einer davon ist Stefan Borner, der weiter durch die erst 2020 fertig gestellte Produktionshalle läuft.
Sein Ziel ist eine neue Anlage der Maschinenfabrik Berthold Hermle AG, die dabei helfen soll, die manuelle Nacharbeit zu reduzieren und die Produktivität im Werkzeugbau zu steigern. Sie ersetzt mehrere Bearbeitungszentren, die mit 60.000 Spindelstunden „total end of life waren, was sich auch in der Qualität bemerkbar machte“, wie Borner ergänzt. Die Anforderungen an die neue Maschine waren vielfältig und hoch: Borner erwartet perfekte Oberflächen, reduzierte Nebenzeiten und die Adaption der alten Programme. Der personelle Aufwand soll trotz gesteigerter Produktivität möglichst gering sein – und damit stand fest, dass eine Automation ebenfalls Pflicht ist. Die RONAL GROUP zog mehrere Maschinenhersteller in Betracht – und testete sie: „Wir haben ein Frästeil konstruiert, dafür die Programme geschrieben und die Werkzeuge zur Verfügung gestellt. Jeder in Frage kommende Maschinenbauer bekam dieses für einen möglichst gleichwertigen Vergleich. Nach der Auswertung der Ergebnisse war Hermle schon ziemlich weit vorn“, erzählt Borner.
-

Die neue Anlage ist deutlich weniger bedienerintensiv als vorher – dank SOFLEX, das alles managt. -

Am meisten Arbeit wartet am Montagmorgen auf die Bediener – hier ist Unterstützung beim Auf- oder Abspannen und Kantenbrechen gefragt. -

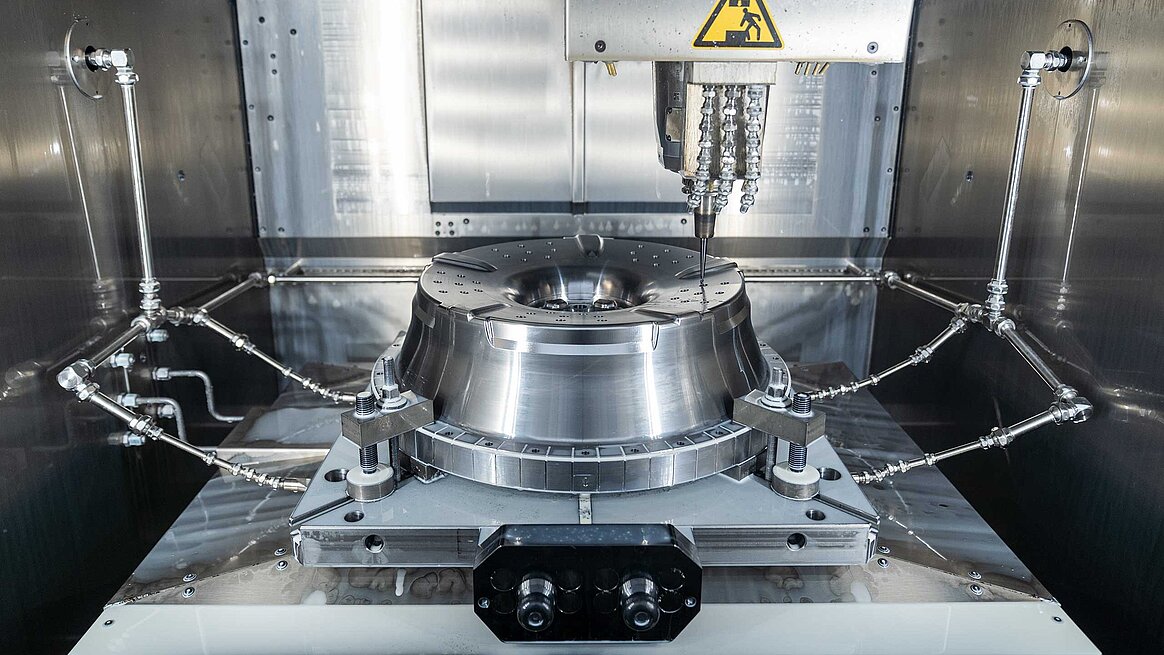
Die gefräste Oberfläche ist für die RONAL GROUP extrem wichtig – je besser sie ist, desto weniger Nacharbeit ist erforderlich. -

Über eine Linearachse erreicht der Roboter jede der sechs C 42 V-Bearbeitungszentren.
Test mehr als bestanden
Was ihm beim Probefräsen in Gosheim besonders gefallen hat, ist das Fachwissen und die Initiative der Hermle-Techniker. Auf Nachfrage überließ er den Programmierern die ursprünglichen 3D-Daten. Sie schrieben die Programme neu und erzielten damit ein „nahezu perfektes“ Ergebnis, ohne dass Borner die Prozesse detailliert erläutern musste. „Und das war schließlich ausschlaggebend für die Entscheidung für diese Anlage“, ergänzt Borner. Ein weiterer Grund war die Automatisierung aus dem gleichen Haus. „Wenn der Hersteller auf Fremdlösungen setzt, kommen wir bei Problemen zu dem Punkt, dass die Schuld beim jeweils anderen Fabrikanten gesucht wird. Eine schnelle Klärung ist da nicht zu erwarten“, berichtet der Diplom-Techniker aus eigener Erfahrung.
Mittlerweile ist Borner an der neuen Anlage angekommen: sechs C 42 V, verbunden mit einem RS 3L-Robotersystem. An einem Ende steht das Speicherregal, das Platz für 15 Werkstücke hat. Von hier aus versorgt der Roboter, der auf einer Linearachse fährt, die sechs 3-Achs-Fräszentren. Am anderen Ende ist der ergonomische Rüstplatz, wo ein Werker die im Durchmesser 600 Millimeter großen und bis zu 240 Kilogramm schweren Formen vorbereitet. „Mit den Hermle-Maschinen sind wir auch für die Zukunft gerüstet. Denn Felgen werden nicht nur immer komplexer und filigraner in der Geometrie, sondern auch größer. 24 Zoll steht jetzt nichts mehr im Weg – aus unserer Sicht als Werkzeugbauer“, sagt Borner.
Gekauft und eingelagert
Bestellt wurden die 3-Achs-Bearbeitungszentren der High-Performance-Line und der Roboter im Sommer 2019. Die neue Werkshalle war noch im Rohbau und wäre rechtzeitig zum Liefertermin der Anlage im April 2020 fertig gewesen – wenn nicht Corona die Baustelle komplett in den Stillstand gezwungen hätte. „Erst kam es zu Verzögerungen, dann mussten wir wegen der Pandemie die Baustelle für sechs Wochen schließen. Schließlich fehlten uns wichtige Elektronikbauteile und das Licht. Am Ende waren wir gezwungen, die Anlage für fünf Monate einzulagern“, erinnert sich Borner. Ende September 2020 waren die C 42 V die ersten Maschinen, die in der 5.000 Quadratmeter großen, klimatisierten Halle Platz nehmen duften. Der Aufbau dauerte bis Dezember, im Januar 2021 begann die Schulung, die Prozess- und Produktionseinführung. Um sich mit dem neuen System möglichst schnell vertraut zu machen, stellte Borner Mitarbeiter schon für die Installation zur Verfügung. „Der Vorteil war natürlich, dass die Prozesse, Werkzeuge, Programme und die Teile gleichgeblieben sind. So konnten wir uns auf das SOFLEX-System konzentrieren und das ist, wie auch die Maschine selbst, sehr bedienerfreundlich“, berichtet der Diplom-Techniker.
Insgesamt sind drei Mitarbeiter auf die Hermle-Anlage geschult. Am Ende wird es nur eine Person pro Schicht sein, die sie bedient. Möglich ist das durch den Roboter und die lange Laufzeit der Formwerkzeuge aus vergütetem und gehärtetem Werkzeugstahl. Diese sind zwischen vier und – bei besonders komplexen Formen – 140 Stunden in der Bearbeitung. „Durch diese hohen Laufzeiten ist es für uns extrem wichtig, dass wir die Leerzeiten reduzieren und in der Nacht sowie am Wochenende die Maschinen durcharbeiten lassen können – inklusive Teilewechsel. Mit dem Robotersystem funktioniert das so gut, dass wir theoretisch eine Woche lang Urlaub machen könnten“, bestätigt Borner halbernst. Wenn der Mitarbeiter vor Ort ist, nimmt er die abgearbeiteten Teile aus dem Speicher, tauscht Werkzeuge und spannt die Folgeteile auf. Montagmorgens unterstützt ihn ein Kollege aus der Veredelung beim Abspannen und Kantenbrechen, damit die Gussformern schnellstmöglich weiterbearbeitet werden können. Dennoch sei das neue System deutlich weniger bedienerintensiv als die frühere Anlage. „Wir hatten vorher zwei mal drei Maschinen mit einem separaten Shuttle-System, das wir vor zwölf Jahren installiert hatten. Jetzt haben wir ein Leitsystem, das alles managt, was sehr vieles vereinfacht und beschleunigt“, sagt Borner.
Schneller als erwartet
Etwas von der Begeisterung gilt auch dem Service von Hermle – auch wenn kein Anwender ihn gerne braucht. „Wir hatten einen ziemlich schweren Crash und mussten eine Spindel ersetzen, und das ging wahnsinnig schnell“, erzählt Borner. Zehn Stunden nach dem ersten Anruf traf bereits die Spindel aus Gosheim ein, die am nächsten Tag ein Hermle-Techniker eingebaut hatte. „Diese Perfomance haben wir noch bei keinem anderen Hersteller erlebt.“
Die Erwartungen an die Maschinen und Automationslösung waren hoch: weniger Leer- und Nachbearbeitungszeiten, perfekte Oberflächen und die Kompatibilität mit den bis zu zehn Jahre alten Programmen. „Die Hermle-Anlage bewährt sich gut. Die manuellen Tätigkeiten in den nachgelagerten Fertigungsschritten konnten wir durch die Qualitätssteigerung gegenüber der vorherigen Anlage reduzieren“, betont Borner abschließend.

