


Rund um die Uhr µ-genaues Präzisionsfräsen!
C 42 U RS 2-L | Kappler | Präzisionstechnik Dienstleister
Mit einer Flexiblen Fertigungszelle von Hermle AG, bestehend aus drei 5-Achsen-CNC-Hochleistungs-Bearbeitungszentren C 42 U und einem Robotersystem RS2-L mit Doppel-Magazin für 180 Werkstückpaletten und 200 Zusatzwerkzeuge, stößt der Präzisionstechnik-Spezialist Kappler GmbH & Co. KG in neue Produktivitäts-Dimensionen vor.
Die Vorstellung des Leistungs-Portfolios vom Präzisionstechnik-Dienstleister Kappler GmbH & Co. KG, D-75217 Birkenfeld-Gräfenhausen, beginnt mit dem lapidaren Satz: „Wir sind Lohnfertiger im Maschinen- und Werkzeugbau“. In der Praxis wird dies dem umfassenden Leistungsvermögen des typischen Mittelständlers jedoch nur bedingt gerecht, denn was der interessierte Besucher und Kunde im modernen Betrieb auf 10.000 m² Produktionsfläche zu sehen und vor allem auch zu spüren bekommt, sucht im weiten Umfeld seinesgleichen. Ein kurzer Rückblick: Im Jahr 1934 gründete Friedrich Kappler einen Betrieb zur Herstellung von Formen und Werkzeugen für die Schuhfabrikation und befasste sich ansonsten mit der Lohn- Fertigung von Teilen. Später kamen Werkzeuge für die Produktion von Brillengestellen aus Metall hinzu und diese sowie Prägestanzteile wurden und werden bis heute produziert. Ab den 80er-Jahren fokussierte man sich zudem auf die Lohnfertigung von Komponenten und Baugruppen für Bestückungs- und Automatisierungs-Einrichtungen, und ab Ende der 90er-Jahre kamen noch höherwertigere Optik-Bauteile für die Halbleiter-Industrie sowie Teile für die Luft- und Raumfahrt hinzu. Bereits diese Aufzählung lässt unschwer erahnen, wie sich die Kompetenz und das Knowhow für die Bauteile- und Baugruppen-Fertigung Stepp by Stepp nach oben verschoben. In der nunmehr 3. Generation zeichnet Dipl.-Ing. (FH) Rainer Gottschling als Geschäftsführer für die Kappler GmbH & Co. KG verantwortlich und sieht sich mit sieben Geschäftsbereichen und über 100 Mitarbeitenden sowie einem modernem Maschinenpark sehr gut gerüstet, um die immer anspruchsvolleren Wünsche der Kunden erfüllen zu können: „Wir sehen uns als Lösungsanbieter für Bauteile-Komplettleistungen aus einer Hand und verfügen deshalb über alle relevanten Technologien zur abtragenden Bearbeitung sowie Veredelung sämtlicher zerspanungsfähigen Werkstoffe. Das Fräsen komplexer Werkstücke stellt hierbei eine Schlüsseltechnologie dar und wir beherrschen die 3-, 4- und 5-achsige Fräs- bzw. Komplettbearbeitung für Bauteile aller Dimensionen ab nur wenigen Millimetern bis zu 3.000 mm in X-Länge. In Summe haben wir mehr als 70 CNC-gesteuerte Werkzeugmaschinen im Einsatz. Wir liefern die Werkstücke auf Wunsch mit lückenlos dokumentierter Qualität, wofür z. B. sechs im klimatisierten Messtechnikraum installierte CNC-Koordinaten-Messmaschinen zur Verwendung kommen.“
-

perspektivische Draufsicht auf die Flexible Fertigungszelle mit links und hinten dem Magazin-Bereich für Werkstück-Paletten, rechts im Teilbereich das Magazin für die 200 Werkzeuge, rechts vorne auch die Anbindung eines BAZ C 42 U und mittig der Roboter, der als multifunktionales System sowohl für das Handling der Werkstück-Paletten als auch der Wechselwerkzeuge zuständig ist -
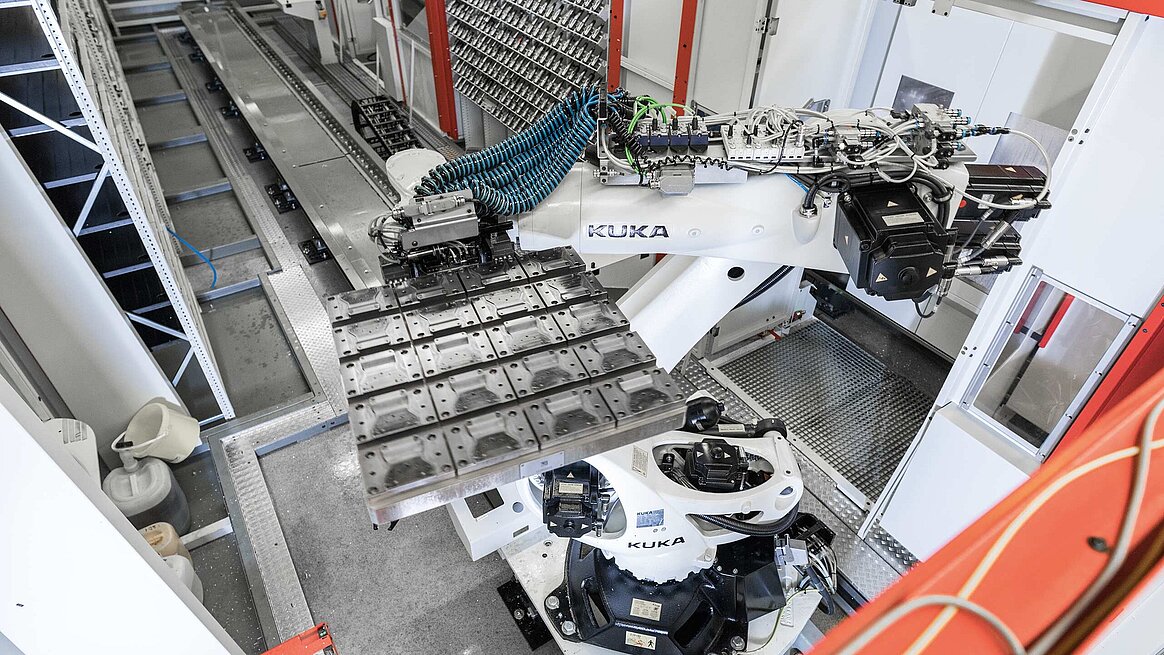
Roboter beim Handhaben einer Palette mit Mehrfach-Spannsystem für 20 gleiche Werkstücke
Rund um die Uhr µ-genaues Präzisionsfräsen!
Wie schon angedeutet, spielt die Fräs-Komplett-/Simultan-Bearbeitung eine tragende Rolle und hier ist Kappler, neben dem Spezial-Equipment für das Kompetenzfeld Hochpräzisions- Komplettbearbeitung mittlerer bis sehr großer Werkstücke, zum einen für die Einzelteil- und Prototypen-Bearbeitung, und zum anderen für die auftrags- und stückzahlflexible Chargen-Fertigung bestens ausgerüstet. Von den 25 hier betriebenen 5-Achsen-CNC-Hochleistungs-Bearbeitungszentren stammen für die Hochgenauigkeits-Bearbeitung acht aus dem Hause Maschinenfabrik Berthold Hermle, D-78559 Gosheim, nämlich vier 5-Achsen-CNC-Hochleistungs-Bearbeitungszentren der Baureihe C 30 U und weitere vier 5-Achsen-CNC-Hochleistungs-Bearbeitungszentren vom Typ C 42 U. Davon wird eine als Stand-Alone-Einheit genutzt, und die anderen drei sind mittels Robotersystem RS2-L und einem Doppel-Magazin für 180 Werkstück-Paletten sowie 200 Zusatzwerkzeuge zu einer vollintegrierten Flexiblen Fertigungszelle verbunden. Alexander Roeth, Technischer Betriebsleiter bei der Kappler GmbH & Co. KG, zu den Auswahlkriterien, die zum sukzessiven Investment in die Hermle-Bearbeitungszentren sowie die Flexible Fertigungszelle führten: „Als anerkannter Dienstleister u. a. für hochgenaue kubische Präzisionsteile arbeiten wir in der Fertigung hochkomplexer Einzelteile aus Genauigkeitsgründen in voll klimatisierten Räumen. Hier, und auch mit den Hermle-Bearbeitungszentren in anderen Bereichen, erreichen wir sehr hohe Genauigkeiten im Bereich von 3 bis 4 µm. In der Präzisionsfertigung kommen das steife Gantry-Maschinenkonzept sowie die Kinematik mit den drei Achsen im Werkzeug und den zwei Achsen im Werkstück voll zum Tragen; zumal wir die BAZs auch mit Genauigkeits-Features wie elektrische Wärmekompensation und Sperrluft für die Maßstäbe sowie einer zusätzlichen Schaltschrankkühlung versehen haben. Dadurch erreichen wir die besagten Genauigkeiten von 3 bis 4 µm unter allen praktischen Betriebsbedingungen, sodass die geforderte Werkstück-Präzision reproduzierbar ist und wir zuverlässig die Termine halten können. Die volle Konzentration auf die Erfüllung fertigungstechnisch, terminlich und wirtschaftlich sehr hoher Kundenansprüche lässt keinerlei Kompromisse zu. Deshalb setzen wir in punkto Ausführung und Ausrüstung der Maschinen, wegen bewiesener Genauigkeit, hoher Geschwindigkeit und Dynamik, schneller Werkzeugwechsel und überhaupt minimaler Nebenzeiten, und nicht zuletzt wegen guter Zugänglichkeit, einfacher Bedienung und schließlich dem Service mit schnellen Reaktionszeiten auf den bewährten Partner Hermle.“
Pragmatische Prozess-Automatisierung auf höchstem Niveau
Diese Aspekte, und die rundum überzeugenden Leistungen von Hermle, waren es auch, die das Vertrauen in die Kompetenz zur Realisierung der Flexiblen Fertigungszelle begründeten. Um die steigenden Aufträge für kubische Werkstücke der Größe bis 450 x 450 x 450 mm aus den Bereichen Optische Industrie, Medizintechnik sowie Luft- und Raumfahrt auf Dauer sach- und termingerecht abdecken zu können, entschieden sich Rainer Gottschling und Alexander Roeth mit Kollegen im Jahr 2013 zur Realisierung der Flexiblen Fertigungszelle mit drei vollintegrierten BAZs C 42 U, dem Robotersystem RS2-L und dem Doppel-Magazin für die Speicherung von 180 Werkstück-Paletten sowie 200 zusätzlichen Werkzeugen. Inklusive der bereits mit Werkzeug-Zusatzmagazinen ausgerüsteten Bearbeitungszentren stehen im Gesamtsystem somit rund 800 Werkzeuge zur Verfügung. Die im Doppel-Magazin bevorrateten Werkzeuge zeichnen sich z. T. durch größere Durchmesser oder Überlängen aus und werden bei Bedarf vom Roboter dem jeweiligen Bearbeitungszentrum zugeführt. Mit den in den Maschinen, Zusatzmagazinen und im Roboter-Magazin enthaltenen Standard- und Sonderwerkzeugen ist der allergrößte Teil für die vor allem auch wiederkehrende Komplett-Bearbeitung eines breiten Kundenteile-Spektrums vollständig abgedeckt. Dadurch kann permanent produziert werden, und zwar weitgehend unabhängig von der Werkstück- Beschaffenheit, den Bearbeitungsanforderungen und den Chargengrößen. Im Magazin für die Werkstückpaletten befinden sich Paletten der Größen 600 x 600 mm, 400 x 400 mm und 200 x 200 mm, auf denen Spannmittel für eines oder auch mehrere Werkstücke aufgespannt sind. Je nach Bearbeitungs-/Laufzeiten der einzelnen Werkstücke (zwischen 15 min. und 8 Std.) arbeitet die Flexible Fertigungszelle über eine oder mehrere Schichten hinweg ihren Arbeitsvorrat automatisch und damit autark ab. Da die Beschickung mit Rohteilen bzw. die Entnahme fertiger Teile hauptzeitparallel durchzuführen ist, lässt sich diese hoch integrierte Flexible Fertigungszelle bei Bedarf rund um die Uhr und damit hochproduktiv betreiben.

Resümee
Sichtlich angetan vom Leistungsvermögen und vom Produktivitäts-Zuwachs meinte Rainer Gottschling abschließend: „Wir haben oftmals Integral-Bauteile mit hohem Zerspanungsgrad zu bearbeiten, die höchsten Anforderungen an Genauigkeit, Fluchtung von Achsen und auch Oberflächengüte stellen. Mit der 5-Achsen-Technologie sowie dem hohen Automatisierungs- Grad sind wir in der Lage, die Bauteile in einer bis zwei Aufspannungen in der gewünschten und vor allem reproduzierbaren Präzision wirtschaftlich herzustellen. Um die Genauigkeit zu gewährleisten, nutzen wir auch immer wieder das vorhandene Testprogramm „Kugelfräsen“ von Hermle zum Überprüfen bzw. Kalibrieren der Positionier-Funktionen. Das Einwechseln der unterschiedlichen Paletten, die wir im Übrigen wie die Spanntechnik auch an unsere Bedürfnisse angepasst und selbst konstruiert sowie gefertigt haben, auf ein bereits ab Werk Hermle installiertes Standard-Nullpunkt-Spannsystem per Roboter, macht uns sehr flexibel in der Maschinen-Belegung und dasselbe gilt natürlich auch für die nach Arbeits-Programmen per Roboter zur Verfügung zu stellenden Werkzeuge. Wir nutzen hier die 5-Achsen-Technologie und den beherrschbaren Automatisierungs-Grad voll aus und können unseren Kunden somit hocheffiziente High End-Fertigungstechnik für ihre funktionsintegrierten Bauteile bieten.“

